|
МОСКОВСКИЙ АБРАЗИВНЫЙ
ЗАВОД
предоставляет в АРЕНДУ
офисные и производственно-
складские
ПОМЕЩЕНИЯ
Станция метро ЩЕЛКОВСКАЯ.
Телефон для справок:
(965)395-66-16

Грузоперевозки
по России
|
 |
 |
 |
МОСКОВСКИЙ АБРАЗИВНЫЙ ЗАВОД
|
Алмазный инструмент
выпускаемый по новой технологии.
- 2 раза быстрей обработка циркониевой керамики
- 2 раза быстрее разрезание металлокерамических изделий
- Финишные операции на поверхности эмали - высокая стойкость и отличное
качество поверхности после обработки
- Стойкость инструмента превышает аналоги от 10 раз>
Новые материалы и разработки,
используемые при производстве продукции на "Московском абразивном
заводе" Применение современного абразивного инструмента позволяет
значительно улучшить технические и экономические показатели производства.
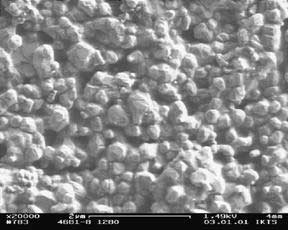
Абразивное зерно Sintercorund
Обычное зерно(Al2O3)
 |
 |
 |
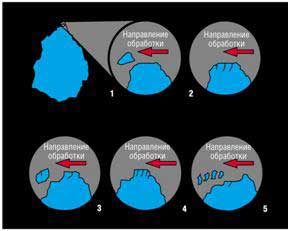
| Обычное разрушение |
Макро-разрушение |
Микро-разрушение |
| Структура зерна |
Разрушение зерна в процессе работы |
 |
 |
Sintercorund
(Al2O3) получается специальным процессом спекания: каждое отдельное зерно
формируется из множества микро-зерен с размером частиц не более 1 мкм, которые
связаны в высоко - компактные кристаллы однородной формы, твердость которых
значительно превышает твердость обычного абразивного зерна.
Самозатачивание
В процессе шлифования, скол зерна происходит таким
образом, что новые абразивные кромки формировались непрерывно и равномерно.
Таким образом, абразивные зерна значительно дольше сохраняют свою режущую
способность.
Преимущества шлифовальных кругов на основе Sintercorund (SA):
- Увеличение объема удаляемого материала;
- Снижение температуры в зоне резания;
- Рост стойкости шлифовального круга между правками (до 10 раз);
- Меньший размер компенсации при правке (до 6 раз) ;
- Стабильность шлифовального круга;
- Износостойкость шлифовального круга;
- Относительно низкая цена шлифовального круга по сравнению с абразивным
инструментом из эльбора (CBN);
- Улучшенное шлифование трудно обрабатываемых деталей.
Для обеспечения максимальной производительности шлифовальные круги из
Sintercorund (SA) требуют:
- увеличенную подачу и скорость, что приводит к большему снятию материала;
- уменьшенную (минимум на 30%) частоту и величину компенсации при правке, что
продлевает срок службы шлифовального круга.
Легированные Корунды
Хромистый корунд (розовый; рубиновый);
Хромтитанистый корунд (фиолетовый)
- корунды угловой и кубической формы легированные хромом и титаном в различной
пропорции для улучшения режущей способности и повышения износостойкости
шлифовальных кругов.
Монокристалл
Зерно поликристаллической структуры повышенной твердости.
Пластификатор
Связующее и пластифицирующее средство, при использовании которого в
производстве керамических шлифовальных кругов на поверхности зерна образуется
равномерный слой воска, который в процессе прессования служит для выравнивания
давления и таким образом ведёт к гомогенной плотности и уменьшению внутреннего
трения. Это позволяет значительно повысить равномерность распределения зерна в
структуре шлифовального круга круга. В результате:
- однородная твердость по всему объему шлифовального круга;
- минимальные отклонения от геометрических размеров без дополнительной
обработки;
- улучшенное удержание профиля;
- увеличение износостойкости шлифовального круга.
Связка
Керамическая связка с пониженным содержанием примесей (отрицательно влияющих
на качественное спекание зерна и связки) и обогащенная различными химическими
элементами, повышающими износостойкость шлифовального круга.
Порообразователь
Неорганический порообразователь, не влияющий при выгорании на механические
свойства шлифовального круга.
Для выбора шлифовального инструмента
обязательно надо учитывать специфические свойства абразивных зерен, состав и
структуру связки, и множество других параметров для обеспечения высокой
производительности и качества обработки.
Наши специалисты по
изготовлению и реализации абразивного инструмента всегда готовы ответить на
любые Ваши вопросы, помогут грамотно подобрать инструмент, а так же постараются
решить возникшие у Вас проблемы в области шлифования.
Результаты
испытаний
С 28.01.2005г. по 5.02.2005 в КПП на
участке шлифовальной обработки на 9 потоке на станках модели МЕ230СО -2н
проводились испытания шлифовального круга ПП600х50х305 синтеркорунд в
количестве 1 шт. При установке станок, геометрические параметры круга не
соответствовали требуемым; были достигнуты правкой шлифовального круга с
компенсацией 0,025 мм в течении 40 мин. В результате чего круг уменьшился на 5
мм по диаметру.
Заготовки использовались из общего потока.
СОЖ на основе флотореагента <Оксаль>
Шлифовальный круг ПП600х50х305
|
Параметры |
Базовый шлифовальный круг |
Испытываемый шлифовальный круг |
|
ПП600х50х305 24А16ПСМ17К5 |
ПП600х50х305 |
|
1 цикл
(правка в сер. цикла) |
Примечания |
|
n кр. об/мин |
1910 |
1910 |
Загрузка производится через кольцо вручную. Манипулятор опаздывает на 10-15
секунд. |
|
n дет, об/мин |
100 |
100 |
|
V, м/с |
60 |
60 |
|
Sм, мм/мин( черн) |
0,2 |
1,0 |
|
Sм, мм/мин(чист) |
0,1 |
0,15 |
|
Тчер., мин |
0,5 |
0,1 |
|
Т чист., мин |
0,3 |
0,2 |
|
Твых., мин |
0,08 |
0,03 |
|
Топ., мин |
1,15 |
0,67 |
|
Тшт., мин |
1,6 |
0,93 |
|
Компенсация, мм |
0,04 |
0,01 |
|
Правка |
Каждое 2-е кольцо |
Каждое 6-8 кольцо |
|
|
Расчетная стойкость |
2500 |
15300 |
|
|
Фактическая стойкость |
2500 |
8200 |
|
|
Предел износа (тех) |
ПП480х50х305 |
ПП480х50х305 |
Конструкция станка не позволяет обработать шлифовальный круг до полного
износа (480х50х305) (мешает конструкция правки круга). |
|
Фактический предел износа |
ПП500х50х305 |
ПП500х50х305 |
|
Размер |
Треб. подналадка |
Стабильный размер без подналадки станка |
|
|
Шероховатость, Ra |
0,63 |
1-е кольцо 0,6 |
|
|
|
6-е кольцо 0,4 |
|
Ожоги |
0,31% от выпуска за 3 мес. |
Отсутствуют |
|
|
Геометрические размеры |
За 3 месяца: сдано в ЦИБ - 2781 кольцо
( выпуск годных 224000 штук)
Подработка забракованных по геометрии ( конус, биение и др.)-18574 штук.
Подработка забракованных колец изуально - 25862 штук.
Подработка ожогов - 689 штук. |
Брака нет |
Вывод:
Шлифовальным кругом ПП600х50х305 99SA 120К 9V достигнуто:
1. Стабильные геометрические параметры деталей;
2. Шероховатость при обработке соответствует технологической документации;
3. Отсутствие ожогов;
4. Увеличение производительности в 1,7 раза;
5. Фактическая стойкость шлифовального круга увеличилась в 3,28 раза
относительно базового;
6. Не требуется дополнительная подналадка станка;
7. Уменьшился расход алмазов для правки шлифовального круга в 3-4 раза;
8. Снижение потерь от выпуска несоответствующей продукции.
С 26.01.2005г.по 27.01.05г. в КПП на участке шлифовальной обработки 3 поток
на станках модели МЕ227АСО - 2н были проведены испытания шлифовального
круга ПП150х20х65 99SA380K9V в количестве 2 шт.
Заготовки использовались из общего потока.
|
Параметры |
Базовый шлифовальный круг (по технологии) |
Испытываемый шлифовальный круг |
|
ПП150х20х65 24А16ПСМ18К5 |
ПП150х20х65 99SA380K9V |
|
n круга, об/мин |
6500 |
6500 |
|
n детали, об/мин |
140 |
140 |
|
Vкр, м/с |
60 |
60 |
|
Sм, мм/мин (чист) |
0,6 |
0,6 |
|
Топ, мин (цикл) |
1,0 |
1,0 |
|
Тшт, мин |
1,4 |
1,4 |
|
Норма выработки в смену с ед. оборуд. |
342 |
342 |
|
Производительность в месяц ед. оборуд. (при 3-см. режиме работы - 21
раб.день) |
21546 |
21546 |
|
Кол-во оборудования на программу выпуска деталей 1800 тыс. шт в год |
6,96 |
6,96 |
|
Компенсация износа шлифовального круга, мм |
0,06: 0,08 |
0,025 |
|
Фактическая стойкость шлифовального круга, шт (для пары кругов) |
200 |
800 |
|
Расчетная стойкость шлифовального круга, шт |
500 |
1000 |
|
Предел износа круга |
ПП120х20х65 |
ПП110х20х65 |
|
Шероховатость, Ra |
0,9: 1,25 |
0,95: 1,23 |
|
Ожоги |
Фактически 0,05 % от выпуска ежемесячно |
Отсутствуют |
|
Диаметр борта |
Подработка за 3 месяца 4489 шт |
За время испытания брака не выявлено |
Выводы:
При работе шлифовальным кругом ПП150х20х65 синтеркорунд достигнуто:
1. Стойкость увеличилась по сравнению с базовым шлифовальным кругом
ПП150х20х65 24А16ПСМ18К5 в 4 раза;
2. Стабильность получения геометрических параметров, снижение потерь от
выпуска несоответствующей продукции;
3. Увеличилась стойкость алмазных карандашей.
Отработанный шлифовальный круг ПП110х20х65 99SA380K9V был использован на
операции шлифования внутреннего диаметра плоского упорного кольца 232726Л1М.12.
2-мя кругами было обработано 800 дет. Предельный износ шлифовального круга
ПП 80х20х65.Геометрия стабильная . Ожогов нет. Производительность на операции
шлифования внутреннего шлифования кольца выросла на 30 %.
С 26.01.2005г. по 27.01.05г. в КПП на участке шлифовальной обработки 9 потока
на станках модели МЕ227АСО - 3н было проведено испытание шлифовального
круга ПП175х48х76 синтеркорунд в количестве 1 шт.
Заготовки использовались из общего потока.
СОЖ - на основе флотореагента "Оксаль"
|
Параметры |
Базовый шлифовальный круг ( по технологии) |
Испытываемый шлифовальный круг |
|
ПП175х48х76 24А16ПСМ17К5
1 цикл
(правка в середине цикла) |
ПП175х48х76
2 цикл
( правка в начале цикла) |
|
n круга об/мин |
6500 |
6500 |
|
n детали, об/мин |
95 |
95 |
|
Vкр, м/с |
60 |
60 |
|
Sм, мм/мин (черн) |
0,3 |
0,6 |
|
Sм, мм/мин (чист) |
0,1 |
|
|
Топ, мин (цикл) |
1,3 4 |
0,86 |
|
Тшт., мин |
1,86 |
1,19 |
|
Норма выработки в смену с ед. оборуд. |
258 |
403 |
|
Производительность в месяц ед. оборуд. (при 3-см. режиме работы - 21
раб.д) |
16258 |
25389 |
|
Кол-во оборудова-ния на программу выпуска деталей
1800 тыс. шт, в год |
9,23 |
5,9 |
|
Компенсация износа шлифовального круга, мм |
0,04 |
0,01 |
|
Факт. стойкость шлифовального круга, шт. деталей |
350
(осыпание кромок; конус рол. дорожки., биение дорожки качения при износе
круга с Ø145 мм ) |
2700 (стабильно держит размер как новый, так и при износе круга
до Ø 120 мм) |
|
Расчетная стойкость шлифовальных кругов, шт деталей |
380 |
2700 |
|
Предел износа круга |
ПП140х48х76 |
ПП 120х48х76 |
|
Подработка конуса и биения дор. качения |
Время на подработку
Тшт. = 2, 6 минут ( в ручном цикле) |
Подработано 40 штук с конусом свыше 20 мкм - годные
Т шт.=0,6 минут (в автоматичес-ком цикле )
( за 3 месяца было забраковано инспекц. контролем 49 партий ) |
|
Подработка заусенца |
Не возможна
( подрабатывается нарезанием галтели на ст-ках МЕ229СО-2н
Тшт.= 7,15 мин) ВТП№16-03 |
Подработано 25 штук - годные
( за 3 месяца забраковано по заусенцу 2766 деталей.
Тшт. = 0,6 минут Подработка производилась на этом же станке) |
|
Размер
диаметра дорожки качения, непостоянство диаметра, конусообразность,
биение |
Из-за осыпания круга необходима корректировка и подналадка станка, разворот
алмазного инструмента через 60-70 деталей
За 3 месяца забраковано окончательно 501 кольцо по данным параметрам |
За весь период работы круга прошлифовано 2700 дет. алмазный карандаш не разу
не разворачивался; корректировки и подналадки станка не производилось.
Стабильность параметров размеров. Брака нет |
|
Выпуклость
(по ТД вогнутость не допускается) |
Параметр выпуклости роликовой дорожки не стабилен, меняется с износом круга,
возможна вогнутость (за 3 месяца инспекционным контролем забраковано:
- по вогнутости - 20 партий,
- выпуклости свыше 8 мкм -
1 партия,
- при аудиторской проверке от 7.12.04г. из 100 деталей - забраковано 9 % по
вогнутости) |
Параметр по выпуклости по всем замеренным деталям от партии 2700 штук
стабилен -
3 мкм (не зависел от степени износа круга)
Брак по вогнутости - нет |
|
Шероховатость, Ra |
0,63 |
0,49..0,52 |
|
Ожоги |
Фактич. 0,1: 0,12% от выпуска ежемесячно |
Отсутствуют |
Выводы: При работе шлифовальным кругом
ПП175х48х76 99AS380K9V достигнуто:
1. Стойкость шлифовального круга увеличилась по сравнению с
базовым ПП175х48х76 24А16ПСМ17К5 - в 7,7 раза;
2. Повышение производительности в 1,56 раза;
3. Высвобождение 3 внутришлифовальных станков МЕ227АСО;
(Считаем возможным совмещение предварительной и окончательной шлифовальной
обработки диаметра роликовой дорожки детали 42726ЛМ.01 на внутришлифовальных
станках мод. МЕ227АСО.( 2 и 3 наладки) Опытные работы по решению данного вопроса
будут проведены при получении партии шлифовальных кругов ПП175х48х76
Достижение положительных результатов даст возможность высвобождения
оборудования и численности наладчиков);
4. Стабильность получения геометрических параметров по диаметру роликовой
дорожки наружного кольца, снижение потерь от выпуска несоответствующей
продукции. Шлифовальный круг 250х40х76 Материал Р12Ф2К5М3-МП
инструментальная сталь Vкр=25-30 м/с Vдет=12,5-14 м/мин Sп=0,5-1 мм/дв.ход
St1=0,03 мм/дв.проход St2=0,05 мм/дв.проход St3=0,09 мм/дв.проход Материал
ХН62БМКТЮ- жаропрочный сплав Vкр=25-30 м/с Vдет=10-11 м/мин Sп=ручная мм/дв.ход
St1=0,02 мм/дв.проход St2=0,03 мм/дв.проход St3=0,05 мм/дв.проход
Выводы:
Шлифовальный круг показал хорошие режущие свойства, количество правок
сократилось в 4 раза, на обработанных поверхностях не было обнаружено прижогов в
отличии от кругов используемых по технологии. Шлифовальный круг при обработке
при St=0,05 мм/дв. проход снял 0,04мм., при увеличении периода
правки шлифовальный круг, используемый по технологии снимает
0,01мм.
| |
|

